




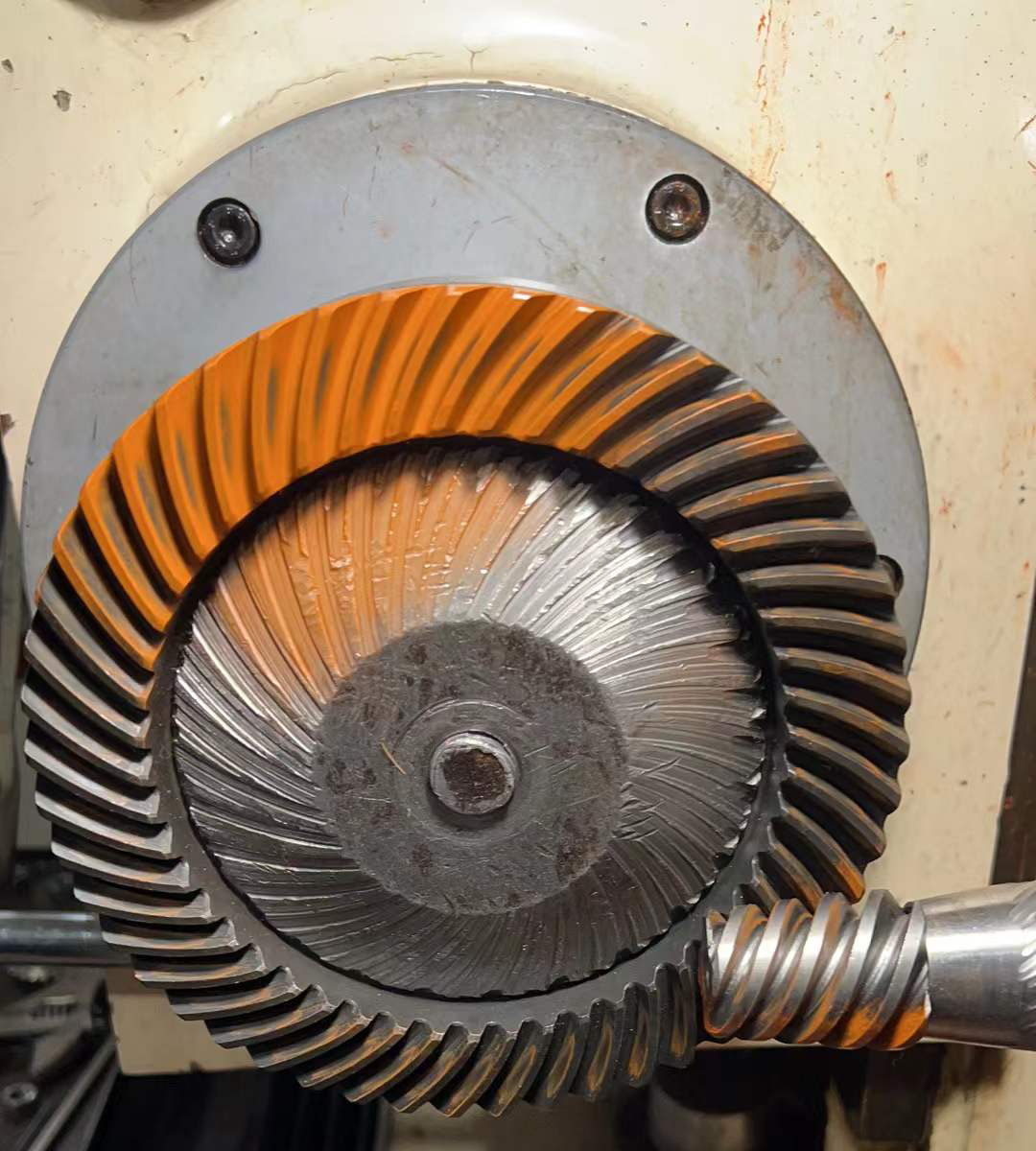
Det finnes mange typer gir, inkludert rette sylindriske gir, spiralformede sylindriske gir, koniske gir og hypoidgirene vi introduserer i dag.
1) Egenskapene til hypoidgir
Først og fremst er akselvinkelen til hypoidgiret 90°, og dreiemomentretningen kan endres til 90°. Dette er også en vinkelkonvertering som ofte kreves i bil-, fly- eller vindkraftindustrien. Samtidig gripes et par gir med forskjellige størrelser og forskjellige antall tenner inn for å teste funksjonen til å øke dreiemomentet og redusere hastigheten, som ofte kalles "dreiemomentøkning og -reduksjon". Hvis en venn som har kjørt bil, spesielt når de kjører en bil med manuell giring, lærer de å kjøre, og når de klatrer opp en bakke, vil instruktøren la deg gå i lavt gir. Faktisk er det å velge et par gir med relativt høy hastighet, som gis ved lave hastigheter. Mer dreiemoment, og dermed mer kraft til kjøretøyet.
Hva er egenskapene til hypoidgir?
Endringer i girmomentvinkelen
Som nevnt ovenfor kan vinkelendringen av dreiemomenteffekten realiseres.
Tåler større belastninger
I vindkraftindustrien vil bilindustrien, enten det er personbiler, SUV-er eller nyttekjøretøy som pickup-biler, lastebiler, busser osv., bruke denne typen for å gi større kraft.
Mer stabil overføring, lav støy
Trykkvinklene på venstre og høyre side av tennene kan være inkonsekvente, og glideretningen til girinngrepet er langs tannbredden og tannprofilretningen. En bedre girinngrepsposisjon kan oppnås gjennom design og teknologi, slik at hele girkassen er under belastning. Den neste er fortsatt utmerket i NVH-ytelse.
Justerbar forskyvningsavstand
På grunn av den ulikt utformede forskyvningsavstanden kan den brukes til å oppfylle ulike krav til romdesign. For eksempel, i tilfelle en bil, kan den oppfylle kravene til bakkeklaring for kjøretøyet og forbedre bilens forbipasseringsevne.
2) To behandlingsmetoder for hypoidgir
Det kvasi-dobbeltsidige giret ble introdusert av Gleason Work i 1925 og har blitt utviklet i mange år. For tiden finnes det mye innenlandsk utstyr som kan bearbeides, men den relativt høypresisjons- og avanserte bearbeidingen utføres hovedsakelig av utenlandsk utstyr som Gleason og Oerlikon. Når det gjelder etterbehandling, er det to hovedprosesser for girsliping og sliping, men kravene til girskjæringsprosessen er forskjellige. For girslipingsprosessen anbefales det å bruke planfresing for girskjæringsprosessen, og det anbefales å bruke planfresing for slipeprosessen.
Tannhjulene som behandles med planfresetypen er koniske tenner, og tannhjulene som behandles med planvalsetypen er tenner med lik høyde, det vil si at tannhøyden på de store og små endeflatene er den samme.
Den vanlige prosesseringsprosessen er grovt sett forvarming, etter varmebehandling og deretter etterbehandling. For typen med flatplate må den slipes og matches etter oppvarming. Generelt sett bør tannhjulene som slipes sammen fortsatt matches ved senere montering. I teorien kan imidlertid tannhjul med tannhjulslipeteknologi brukes uten matching. I faktisk drift, med tanke på påvirkningen av monteringsfeil og systemdeformasjon, brukes imidlertid fortsatt matchingmodusen.
3) Design og utvikling av trippelhypoid er mer komplisert, spesielt under driftsforhold eller high-end-produkter med høyere krav, som krever styrke, støy, gireffektivitet, vekt og størrelse på giret. Derfor er det vanligvis nødvendig å integrere flere faktorer i designfasen for å finne en balanse gjennom iterasjon. I utviklingsprosessen er det også vanligvis nødvendig å justere tannavtrykket innenfor det tillatte variasjonsområdet for enheten for å sikre at det ideelle ytelsesnivået fortsatt kan oppnås under de faktiske forholdene på grunn av akkumulering av dimensjonskjeden, systemdeformasjon og andre faktorer.
Publisert: 12. mai 2022