To behandlingsmetoder for hypoidgir
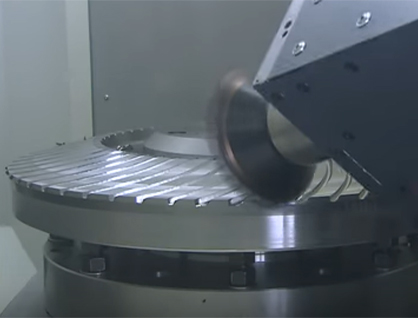
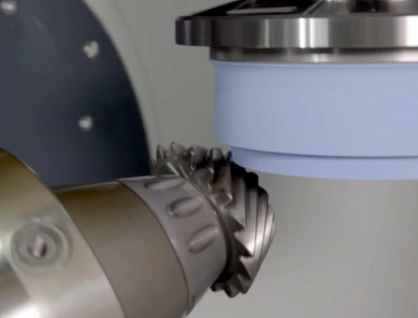
Dehypoid vinkelgirble introdusert av Gleason Work 1925 og har blitt utviklet i mange år. For tiden er det mye innenlandsk utstyr som kan behandles, men den relativt høye presisjonen og avanserte behandlingen er hovedsakelig laget av utenlandsk utstyr Gleason og Oerlikon. Når det gjelder etterbehandling, er det to hovedgirslipeprosesser og lappeprosesser, men kravene til girskjæreprosessen er forskjellige. For girslipeprosessen anbefales girskjæreprosessen å bruke flatfresing, og lappingprosessen anbefales å møte hobbing .
Degirbearbeidet av flatfresingstypen er koniske tenner, og tannhjulene som behandles av flathobbing-typen er like høye tenner, det vil si at tannhøydene på de store og små endeflatene er de samme.
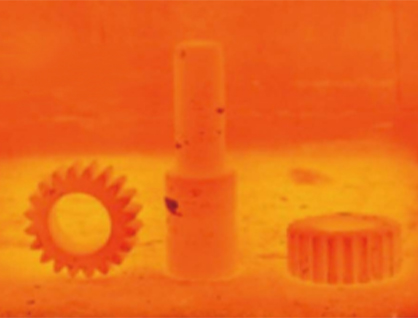
Den vanlige bearbeidingsprosessen er grovbearbeiding etter forvarming, og deretter ferdigbearbeiding etter varmebehandling. For typen ansiktshobbing må den lappes og matches etter oppvarming. Generelt sett bør tannhjulsparet som er slipt sammen fortsatt matches når de monteres senere. Men i teorien kan gir med tannslipeteknologi brukes uten matching. Men i faktisk drift, med tanke på påvirkningen av monteringsfeil og systemdeformasjon, brukes matchingsmodusen fortsatt.